


以下是:HDPE双壁波纹管厂家_咨询优惠的产品参数HDPE双壁波纹管厂家_咨询优惠,腾达塑胶制品有限公司为您提供HDPE双壁波纹管厂家_咨询优惠,联系人:李经理,电话:18231226809、18231226809,QQ:3098278448,请联系腾达塑胶制品有限公司,发货地:暂岗镇工业园发货到江苏省 镇江市 丹阳市、京口区、润州区、丹徒区、扬中市、句容市。 江苏省,镇江市,丹阳市 2022年,丹阳市实现地区生产总值1407.88亿元,增长4.1%,按常住人口计算,全市人均地区生产总值141867元。三次产业增加值的比重结构为3.9:53.5:42.6。
HDPE双壁波纹管厂家_咨询优惠的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
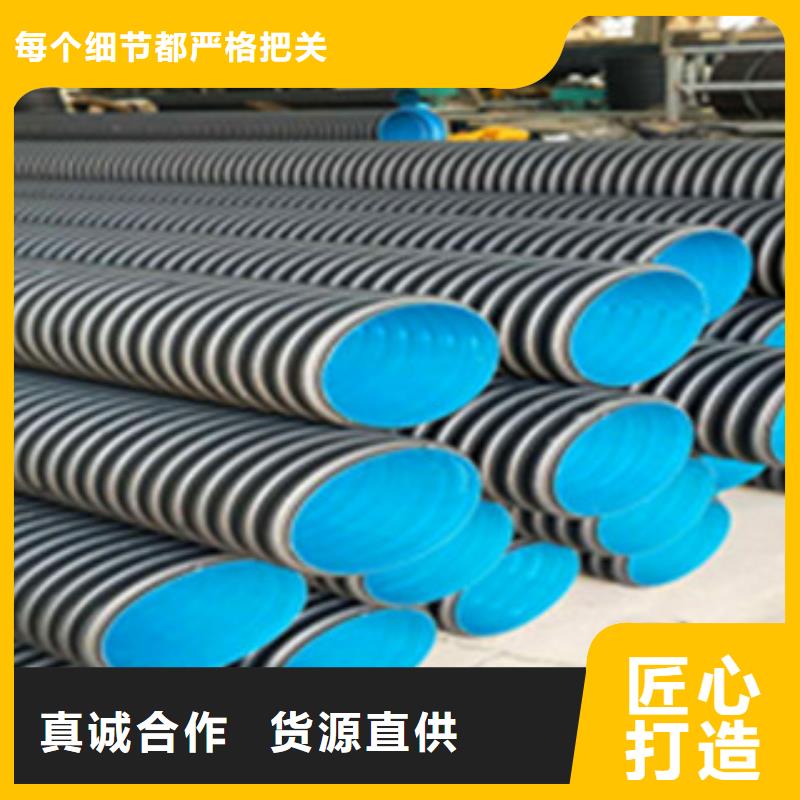
以下是:HDPE双壁波纹管厂家_咨询优惠的图文介绍
2、滴灌管滴头间距可根据用户需求。3、滴灌管抗机械强度好,便于机械化作业铺设。4、滴灌管适用于大田作物,大棚蔬菜及果树种植等多种情况。5、滴灌管使用新型材料,强度高、耐腐蚀、抗老化。6、滴灌管可以水肥同施,肥料利用率,省工、省肥。
1、PE管导热性较弱,因此短时问内的加热的话管子热量比较容易损失,所以PE管道不适用于热水管道,但是却是极好的生活用水供水管。PE管具有很高的抗磨损性和可观抗外力性。PE管具有良好的耐腐蚀性。PE管材经过3代的革新,PE63/PE80/PE100,PE管材不断的进步和更新也是PE管材的一大亮点。
PE管的安装相对麻烦一些,特别是大口径管,一天多焊得6-7个口,并且焊接设备价格昂贵,但它韧性较好,可抵抗重载和较大的基础沉降,使用的性相对更高,PVC管安装简易,价格便宜,但不耐重压,用于室内或人行道等无重载的场地。
在建筑内部给排水中用PVC的较多,主要是PVC的MRS大约是PE管的2.5倍到3倍。所以PVC的管材壁薄,过流面积大。PE的较多,在建筑给排水中到底是采用PVC还是PE,要根据实际情况来选择。2、与几种塑料管材特点相比,PE管质量轻、韧性好,耐低温,,价格便宜,抗冲击性强,但抗压、抗拉强度低。
连接方式为法兰螺纹连接、热溶焊接,可用于雨水管、气体管道、工业耐腐蚀管道等。(1)PVC管。抗拉、抗压性良好,与其他塑料管相比柔性差,具有优良耐腐蚀性,是各类塑料管中价格便宜的,但低温较脆,连接方式主要是承插胶圈连接、粘接、法兰螺纹连接。
持续完善,不断创新,喜有沃不锈钢将继续发展 pe给水管产品和服务优势,提高企业市场竞争力,增强客户对企业和产品的信心.实现让中国的 pe给水管名扬世界的目标.
八、冷却:保持对接压力不变,让接口冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。1.迅速闭合夹具,并在规定的时间内,迅速的将压力调节到P3,同时按下计时器,记录冷却时间。P3=P0+冷却压力夹具闭合后升压时应均匀升压,不能太快,或太慢,应在规定的时间完成;以免形成假焊、虚焊,此压力要保持到焊口完全冷却。
九、对接完成1.冷却时间,将压力降为零,打开夹具,取下焊好的管子(管件),移开对接机,重新下一接口连接。卸管前一定要将系统压力降为零;若需移动焊机,应拆下液压导线,并及时做好接头处的防尘工作。材料→加紧→切削→对中→加热→切换→熔融对接→冷却→对接完成。
HDPE虹吸排水管特点:1.黑色HDPE管道耐紫外线,耐老化,使用寿命长达50年;2.内壁光滑,且不随使用时间变化,摩擦阻力小,节省能源,压力损失比钢管约小30%,可选用比钢管小的口径。3.卫生性能好,无添加剂,没有污染饮用水的可能性,ISO标准定级聚材料为0级(低级),不生霉材料,与其他一些常用塑料材料相比,聚的耐霉菌性能要高很多,长期使用也不积垢。
4.聚管道可焊接,接头与管道成为一体,无接头渗漏的可能,利于节水,运行费用及检查费用,管道可以制造成任意长度,可柔性布置,节省管件。5.HDPE管道安装可用搬运、连接,施工方便可靠。6.具有良好的柔韧性,小管可卷绕焊接或电熔而形成完的防渗系统。
七孔梅花管的安装方法:1、管道的埋设地沟应按设计要求和施工操作尽可能平直,如沟底不平可铺上一层细沙。埋管前应沟内的硬质物,防止管道变形。开始埋管时,应将多孔管预留10-15CM在人井,以便穿缆。应将管堵塞住露在人井端的子管。
埋管时严禁泥沙异物混入管内。2、管道连接将管材状定位筋朝上放置,将端部管材外壁清理干净,再将直接一端承口,再端面上垫上一块厚木板,用锤头敲打板,使管材承插到位。在直接的另一端承接口处,将另一根管材直接并承插到位,如此顺延至下一个人井处。
3.当形成连续的切削时,降压,打开夹具,关闭铣。此过程一定要按照先降压,在打开夹具,后关闭铣的顺序进行。4.取下铣,闭合夹具,检查PE管两端的间隙(间隙量不得大于0.3mm)。从机架上取下铣时,应避免铣与端面碰撞,如已发生需要重新铣削;铣削好的端面不要用手摸或被油污等污染。
四、对中1.检查PE管的同轴度(其大错边量为管壁厚的10%)。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。五、加热1.检查加热板的温度是否适宜210℃~230℃,以两端面熔融长度为1~2mm为宜。
2.加热板的红指示灯应为亮或闪烁。从加热板上的红指示灯次亮起后,在等10min使用,以使整个加热板的温度均匀。3.测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
4.将温度适宜的加热板置于机架上,闭合夹具,并设定系统压力P1。P1=P0+接缝压力5.待PE管(管件)间的凸起均匀,且高度达到要求时,将压力降至近似拖动压力,同时按下吸热计时按钮,开始记录吸热时间。P2=P0+吸热压力(吸热压力几乎为零)六、切换1.将加热板拿开,迅速让两热熔端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
2.达到吸热时间后,迅速打开机具,取下加热板。取加热板时,应避免与熔融的端面发生碰撞;若已发生,应在已溶化的端面彻底冷却后,重新开始整个熔接过程。七、热熔对接1.使焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以1~2mm为宜。
您是想要在镇江市丹阳市采购高质量的HDPE双壁波纹管厂家_咨询优惠产品吗?腾达塑胶制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的HDPE双壁波纹管厂家_咨询优惠产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-18231226809,QQ:3098278448,地址:《暂岗镇工业园》。










